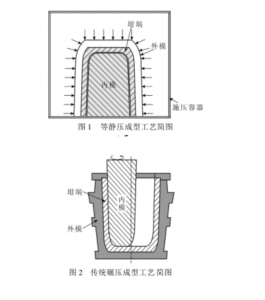
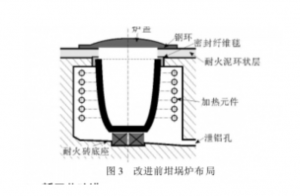
Produkcja tygli grafitowych znacząco rozwinęła się wraz z pojawieniem się technologii prasowania izostatycznego, co czyni ją najbardziej zaawansowaną techniką na świecie. W porównaniu z tradycyjnymi metodami ubijania, prasowanie izostatyczne zapewnia uzyskanie tygli o jednorodnej teksturze, wyższej gęstości, energooszczędności i doskonałej odporności na utlenianie. Zastosowanie wysokiego ciśnienia podczas formowania znacząco poprawia teksturę tygla, zmniejszając porowatość, a tym samym zwiększając przewodność cieplną i odporność na korozję, jak pokazano na rysunku 1. W środowisku izostatycznym każda część tygla jest poddawana jednorodnemu ciśnieniu formowania, co zapewnia spójność materiału w całym materiale. Metoda ta, przedstawiona na rysunku 2, przewyższa tradycyjny proces ubijania, co prowadzi do znacznej poprawy wydajności tygla.
1. Opis problemu
Wątpliwości pojawiają się w kontekście pieca tyglowego z izolacją z drutu oporowego ze stopu aluminium, wykorzystującego tygle z ubijanego grafitu, o żywotności około 45 dni. Już po 20 dniach użytkowania obserwuje się wyraźny spadek przewodności cieplnej, któremu towarzyszą mikropęknięcia na zewnętrznej powierzchni tygla. W późniejszych etapach użytkowania widoczny jest znaczny spadek przewodności cieplnej, co sprawia, że tygiel staje się prawie nieprzewodzący. Dodatkowo, na skutek utleniania, powstają liczne pęknięcia powierzchniowe, a na szczycie tygla pojawiają się przebarwienia.
Podczas inspekcji pieca tyglowego, jak pokazano na rysunku 3, zastosowano podstawę złożoną z ułożonych warstwami cegieł ogniotrwałych, z najniższym elementem grzejnym drutu oporowego umieszczonym 100 mm nad podstawą. Górna część tygla jest uszczelniona matami z włókna azbestowego, umieszczonymi około 50 mm od zewnętrznej krawędzi, co ujawnia znaczne otarcie na wewnętrznej krawędzi górnej części tygla.
2. Nowe udoskonalenia technologiczne
Ulepszenie 1: Zastosowanie izostatycznego prasowanego tygla grafitowego z gliny (z szkliwem odpornym na utlenianie w niskiej temperaturze)
Zastosowanie tego tygla znacząco zwiększa jego zastosowanie w piecach izolacyjnych ze stopów aluminium, szczególnie pod względem odporności na utlenianie. Tygle grafitowe zazwyczaj utleniają się w temperaturach powyżej 400°C, podczas gdy temperatura izolacji pieców ze stopów aluminium waha się od 650 do 700°C. Tygle z niskotemperaturowym szkliwem odpornym na utlenianie mogą skutecznie spowolnić proces utleniania w temperaturach powyżej 600°C, zapewniając długotrwałą doskonałą przewodność cieplną. Jednocześnie zapobiega to utracie wytrzymałości spowodowanej utlenianiem, wydłużając żywotność tygla.
Ulepszenie 2: Podstawa pieca wykorzystująca grafit z tego samego materiału co tygiel
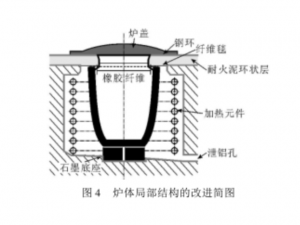
Jak pokazano na rysunku 4, zastosowanie grafitowej podstawy z tego samego materiału co tygiel zapewnia równomierne nagrzewanie dna tygla podczas procesu nagrzewania. Zmniejsza to gradienty temperatury spowodowane nierównomiernym nagrzewaniem i zmniejsza tendencję do pęknięć wynikających z nierównomiernego nagrzewania dna. Specjalna grafitowa podstawa gwarantuje również stabilne podparcie tygla, dopasowując się do jego dna i minimalizując pęknięcia wywołane naprężeniami.
Ulepszenie 3: Lokalne ulepszenia konstrukcyjne pieca (rysunek 4)
- Udoskonalona wewnętrzna krawędź pokrywy pieca, skutecznie zapobiegająca zużyciu górnej części tygla i znacznie poprawiająca uszczelnienie pieca.
- Upewnienie się, że drut oporowy znajduje się na poziomie dna tygla, co gwarantuje wystarczające ogrzewanie od dołu.
- Zminimalizowanie wpływu uszczelnień z włókien wierzchnich na nagrzewanie tygla, zapewnienie odpowiedniego nagrzewania na górze tygla i ograniczenie skutków utleniania w niskiej temperaturze.
Ulepszenie 4: Procesy użytkowania tygla rafinacyjnego
Przed użyciem należy wstępnie podgrzać tygiel w piecu do temperatury poniżej 200°C przez 1-2 godziny, aby usunąć wilgoć. Po podgrzaniu, należy szybko podnieść temperaturę do 850-900°C, minimalizując czas wygrzewania w zakresie 300-600°C, aby ograniczyć utlenianie w tym zakresie temperatur. Następnie należy obniżyć temperaturę do temperatury roboczej i wprowadzić ciekły materiał aluminiowy, aby umożliwić normalną pracę.
Ze względu na korozyjne działanie środków rafinujących na tygle, należy przestrzegać prawidłowych protokołów użytkowania. Regularne usuwanie żużla jest niezbędne i powinno być przeprowadzane, gdy tygiel jest gorący, ponieważ w przeciwnym razie czyszczenie żużla staje się trudne. Uważna obserwacja przewodności cieplnej tygla i obecności śladów starzenia na jego ściankach ma kluczowe znaczenie w późniejszych etapach użytkowania. Należy dokonywać terminowej wymiany, aby uniknąć niepotrzebnych strat energii i wycieków ciekłego aluminium.
3. Wyniki poprawy
Na uwagę zasługuje wydłużona żywotność ulepszonego tygla, który zachowuje przewodność cieplną przez dłuższy czas, bez obserwowanych pęknięć powierzchniowych. Opinie użytkowników wskazują na poprawę wydajności, co nie tylko obniża koszty produkcji, ale także znacząco zwiększa jej wydajność.
4. Wnioski
- Izostatyczne tygle z prasowanej gliny grafitowej przewyższają pod względem wydajności tygle tradycyjne.
- Aby zapewnić optymalną wydajność, konstrukcja pieca powinna być dopasowana do rozmiaru i konstrukcji tygla.
- Prawidłowe użytkowanie tygla znacząco wydłuża jego żywotność, co pozwala skutecznie kontrolować koszty produkcji.
Dzięki skrupulatnym badaniom i optymalizacji technologii pieców tyglowych, zwiększona wydajność i żywotność przyczyniają się znacząco do wzrostu efektywności produkcji i oszczędności kosztów.
Czas publikacji: 24-12-2023